Поперечная дробеструйная обработка при помощи ультразвуковых колебаний лопаток на роторе - RU2222419C1
Код документа: RU2222419C1
Чертежи



Описание
Изобретение касается способа дробеструйной обработки при помощи ультразвуковых колебаний деталей, располагающихся в радиальном направлении на периферийной части колеса, например деталей типа лопастей лопаток ротора газотурбинного двигателя. Это изобретение относится также к технологической установке для дробеструйной обработки, предназначенной для осуществления этого способа.
Под выражением "колесо" в данном случае следует понимать объект, который имеет в целом форму тела вращения относительно его геометрической оси и который может быть приведен во вращательное движение относительно этой оси.
Для того чтобы повысить усталостную прочность механических деталей, известен прием, который состоит в дробеструйной обработке поверхности детали путем выбрасывания на эту поверхность микрошариков. Эта технология очень широко используется в авиационной промышленности для обеспечения постоянного уплотнения поверхности деталей на малой толщине или на малую глубину. Это уплотнение противодействует появлению или распространению трещин на поверхности детали, что позволяет повысить усталостную прочность этой детали. Эта технология состоит в выбрасывании в сторону поверхности подлежащей обработке детали микрошариков, обладающих достаточной кинетической энергией и соударяющихся с ней под небольшим углом падения относительно перпендикуляра к этой поверхности.
Предпочтительным образом этот угол падения имеет величину менее 45o по отношению к перпендикуляру к обрабатываемой поверхности для того, чтобы в процессе соударения имелась возможность передавать достаточную энергию от шарика к бомбардируемой поверхности. Пространственное представление детали под дробеструйную обработку проходит через некоторое оптимальное положение. При этом недостаточная интенсивность дробеструйной обработки не обеспечивает прогнозируемой прочности, но в этом случае может быть проведена дополнительная дробеструйная обработка. Зато избыточная интенсивность дробеструйной обработки может вызвать необратимые повреждения обрабатываемой детали.
Техника дробеструйной обработки применяется, в частности, для уплотнения поверхностей лопастей лопаток роторов газотурбинных двигателей. В случае лопаток, которые имеют тонкие стенки, необходимо производить дробеструйную обработку поверхностей одновременно с двух сторон их лопастей для того, чтобы исключить возможность появления деформаций, возникающих в результате изменения кривизны в тонких зонах.
Традиционным образом
дробеструйная обработка поверхностей толстых стенок осуществляется при помощи выбрасывания микрошариков посредством сопла, запитываемого одновременно сжатым газом и этими микрошариками. Дробеструйная
обработка лопастей лопаток газотурбинных двигателей осуществляется посредством двух сопел, каждое из которых обеспечивает дробеструйную обработку одной стороны лопасти. Этот способ дробеструйной
обработки сам по себе имеет два существенных недостатка, а именно:
- параметры выполняемой дробеструйной обработки не являются стабильными, и технологическая установка для дробеструйной
обработки должна часто подвергаться контролю и регулировке в том случае, когда имеется необходимость выполнения дробеструйной обработки, близкой к оптимальной,
- происходит ухудшение
состояния обрабатываемой поверхности, что приводит к уменьшению срока службы деталей,
- при этом использование данного способа должно происходить в защитной кабине достаточно больших
размеров
для того, чтобы обеспечить возможность манипуляций с обрабатываемыми деталями и с соплами дробеструйной обработки.
В том случае, когда поверхности, подлежащие дробеструйной обработке, представляют собой лопасти моноблочного лопаточного колеса, отстоящие друг от друга на относительно небольшое расстояние, способ дробеструйной обработки с использованием сопел оказывается еще более сложным в реализации.
Заявитель предложил, в заявке на французский патент, поданной 18 ноября 1999 и зарегистрированной под номером FR 9914482, способ дробеструйной обработки при помощи ультразвуковых колебаний, осуществляемый посредством облака микрошариков, формируемого в активной камере при помощи вибрирующей поверхности. В соответствии со способом, описанным в этой патентной заявке, колесо с лопатками приводится во вращательное движение вокруг своей оси, располагающейся в горизонтальной плоскости. При этом лопатки, располагающиеся в нижней части колеса, проходят сквозь активную камеру с относительно небольшой скоростью и подвергаются соударениям с микрошариками в облаке этих микрошариков, формируемом при помощи вибрирующей поверхности, располагающейся под нижними концами этих лопаток.
Микрошарики, приводимые в движение при помощи вибрирующей поверхности, будут соударяться с поверхностями лопаток, располагающимися в активной камере, и отскакивать от них, а также будут соударяться с периферийными стенками данного колеса, располагающимися между лопатками. При этом микрошарики, которые в результате соударений потеряли свою кинетическую энергию, снова падают на вибрирующую поверхность, которая снова выбрасывает их в активную камеру. При осуществлении этого способа некоторые микрошарики могут выходить из активной камеры и собираются в примыкающих к ней и не являющихся активными камерах, откуда они снова возвращаются в донную часть активной камеры при помощи силы собственной тяжести.
Тонкие концы лопастей в процессе обработки испытывают очень сильные удары, и они должны быть подвергнуты обрезке кромок после выполнения операции дробеструйной обработки.
В процессе выполнения операции дробеструйной обработки колесо с лопатками совершает несколько полных оборотов вокруг своей оси, что позволяет облегчить достижение оптимальной степени обработки и исключить асимметрию дробеструйной обработки, порождающую деформации в том случае, когда обрабатываемые детали являются тонкими.
Способ, описанный в патентном документе FR 9914482, специфическим образом приспособлен для лопастей лопаток, имеющих относительно малую длину.
Однако в том случае, когда лопасти являются достаточно длинными по сравнению с расстоянием между двумя соседними лопастями, в частности, в том случае, когда отношение длины лопасти к межлопастному расстоянию имеет величину более трех или даже когда высота лопасти просто превышает 100 мм и форма этой лопасти является сильно искривленной, боковые поверхности лопастей, располагающиеся в зоне донной части межлопастного пространства, подвергаются дробеструйной обработке меньшей интенсивности, поскольку микрошарики, которые достигают этой зоны, уже осуществили до этого множество соударений и отскакиваний и потеряли вследствие этого часть своей кинетической энергии. Таким образом, в этих условиях дробеструйная обработка уже не является однородной, вследствие чего необходимо увеличивать продолжительность дробеструйной обработки для того, чтобы обеспечить минимально необходимый уровень дробеструйной обработки во всех точках лопасти.
Техническая задача данного изобретения состоит в том, чтобы предложить способ дробеструйной обработки при помощи ультразвуковых колебаний, деталей, которые располагаются в радиальном направлении на периферийной части колеса, причем этот способ позволяет обеспечить эффективную дробеструйную обработку таких деталей независимо от их длины.
Таким образом, предлагаемое изобретение касается способа дробеструйной обработки при помощи ультразвуковых колебаний, деталей, располагающихся в радиальном направлении на периферийной части колеса, в соответствии с которым это колесо приводят во вращательное движение относительно его геометрической оси и создают облако микрошариков в неподвижной активной камере, располагающейся сбоку от этого колеса, посредством первой вибрирующей поверхности, располагающейся в нижней части активной камеры, которая содержит отверстия, выполненные таким образом, чтобы обеспечить возможность входа и выхода подлежащих обработке деталей в процессе вращения упомянутого выше колеса, и которая имеет размеры, позволяющие обеспечить размещение в ней по меньшей мере трех примыкающих друг к другу деталей.
Способ в соответствии с предлагаемым изобретением отличается тем, что поворачивают колесо относительно его оси, располагающейся по существу вертикально, а также тем, что первая вибрирующая поверхность располагается под траекторией движения деталей в активной камере.
Такое техническое решение позволяет обеспечить бомбардировку микрошариками всех поверхностных зон деталей, проходящих через активную камеру, независимо от дальности их расположения по отношению к оси вращения данного колеса.
В соответствии с предпочтительной характеристикой способа по данному изобретению активная камера содержит вторую вибрирующую поверхность, располагающуюся выше траектории движения деталей в активной камере.
Благодаря этой характеристике микрошарики, которые достигают верхней части активной камеры, обладая при этом небольшой кинетической энергией, и готовы упасть вниз под действием силы тяжести, снова активизируются при помощи этой второй вибрирующей поверхности и опять принимают участие в эффективной дробеструйной обработке путем соударений и отскакиваний от поверхностей подлежащих обработке деталей и от стенок активной камеры.
В том случае, когда способ в соответствии с предлагаемым изобретением применяется к деталям, имеющим тонкие кромки, располагающиеся против вибрирующей поверхности, такие, например, как передние кромки и задние кромки лопастей лопаток газотурбинных двигателей, и в соответствии со второй предпочтительной характеристикой предлагаемого изобретения, обеспечивается защита этих тонких кромок в процессе осуществления дробеструйной обработки деталей.
Эта защита предпочтительным образом может быть обеспечена при помощи стержней, жестко связанных по вращательному движению с колесом и прикрывающих каждую тонкую кромку. Эти стержни располагаются между подлежащими защите тонкими кромками и источниками ультразвуковых колебаний. Стержни предназначены для того, чтобы уменьшить энергию микрошариков, способных соударяться с тонкими кромками детали. Эти стержни могут находиться в механическом контакте с тонкими кромками детали или немного отстоять от этих кромок.
Упомянутая защита также может быть обеспечена при помощи неподвижных стержней, жестко связанных с камерой. В этом случае колесо поворачивают в шаговом режиме в процессе осуществления дробеструйной обработки таким образом, чтобы кромки деталей, располагающихся в активной камере, были размещены против неподвижных стержней. При этом дробеструйная обработка может быть остановлена на период поворота колеса на очередной шаг.
Таким образом, в процессе осуществления дробеструйной обработки эти маскирующие стержни располагаются между тонкими кромками лопаток и источниками ультразвуковых колебаний для того, чтобы обеспечить защиту этих тонких кромок от соударений с микрошариками, обладающими высокой энергией и поступающими непосредственно от источника ультразвуковых колебаний.
Предлагаемое изобретение также касается технологической установки для дробеструйной обработки, предназначенной для осуществления описанного выше способа.
Эта технологическая установка отличается тем, что она имеет в своем составе:
- поворотный
диск, ось которого располагается по существу вертикально и который
оборудован средствами удержания коаксиально по отношению к этому диску колеса, содержащего в радиальном направлении детали,
подлежащие дробеструйной обработке,
- средства, предназначенные для
приведения этого поворотного диска во вращательное движение относительно его оси, и по меньшей мере одно устройство,
предназначенное для выполнения дробеструйной обработки деталей, причем устройство
дробеструйной обработки имеет в своем составе:
- активную камеру, располагающуюся сбоку по отношению к
упомянутому выше колесу, имеющую такие размеры, которые позволяют разместить в ней, по
меньшей мере, три смежные детали, и представляющую отверстие, выполненное таким образом, чтобы обеспечить
возможность входа и выхода деталей в процессе вращения данной зоны колеса,
- первую
вибрирующую поверхность, располагающуюся в донной части активной камеры и ниже траектории движения деталей
в этой активной камере и способную формировать и поддерживать облако микрошариков в активной
камере,
- средства, предназначенные для сбора микрошариков, которые выходят за пределы активной
камеры, и их возвращения в активную камеру.
Предпочтительным образом устройство дробеструйной обработки дополнительно содержит вторую вибрирующую поверхность, располагающуюся в активной камере выше траектории движения в ней обрабатываемых деталей.
Эта технологическая установка может также содержать средства, предназначенные для защиты кромок деталей, располагающихся против вибрирующей поверхности.
Другие характеристики и
преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже описания примера его реализации,
где даются ссылки на приведенные в приложении чертежи, среди которых:
- фиг.1
представляет собой схематический вид сверху технологической установки для дробеструйной обработки в соответствии
с предлагаемым изобретением, на котором показано лопаточное колесо газотурбинного
двигателя, лопасти лопаток которого должны быть подвергнуты дробеструйной обработке;
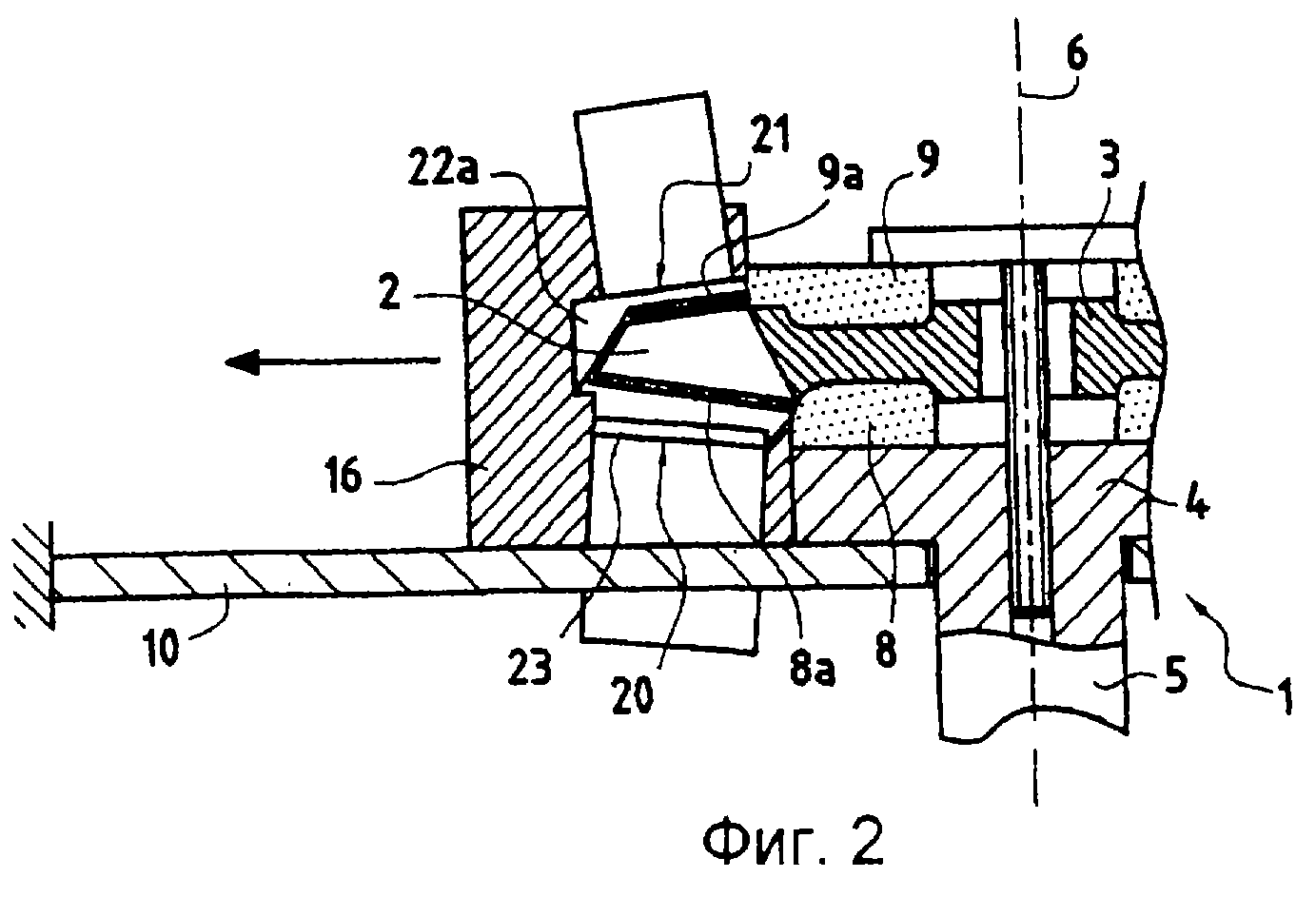
- фиг. 2 представляет
собой схематический вид в вертикальном разрезе по линии II-II, показанной на фиг.1;
- фиг.3 представляет собой схематический вид, демонстрирующий крепление лопаточного колеса на поворотном
диске технологической установки и размещение пакетов решеток, обеспечивающих защиту
передних кромок и задних кромок лопастей;
- фиг. 4 представляет собой схематический вид технологической
установки для дробеструйной обработки в разрезе по вертикальной плоскости, пересекающей
плоскость чертежа, показанного на фиг.1, по линии IV-IV;
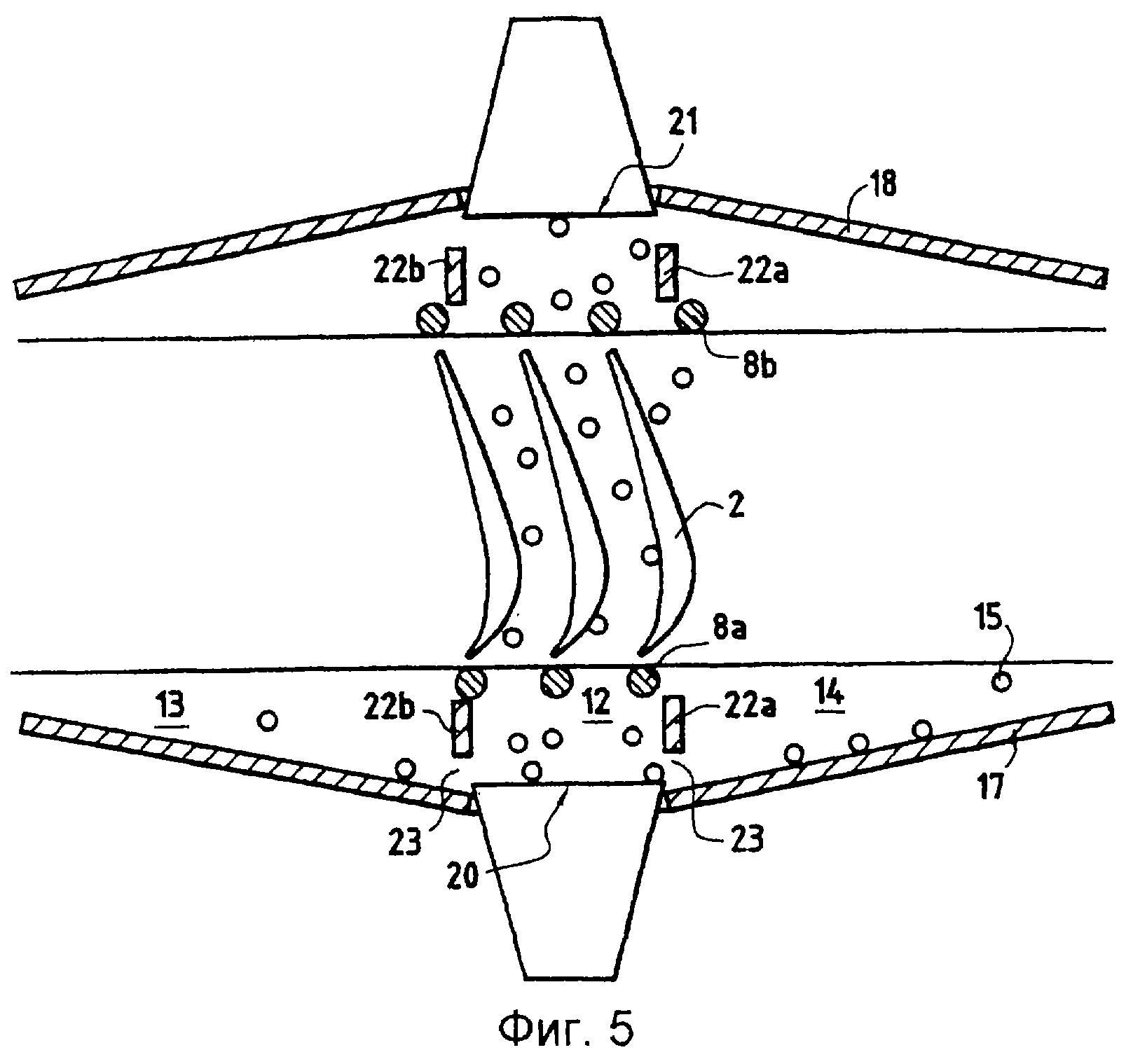
- фиг.5 представляет собой схематический вид,
подобный виду, показанному на фиг.4, и демонстрирующий в увеличенном масштабе активную
камеру и камеры сбора микрошариков, выходящих за пределы активной камеры;
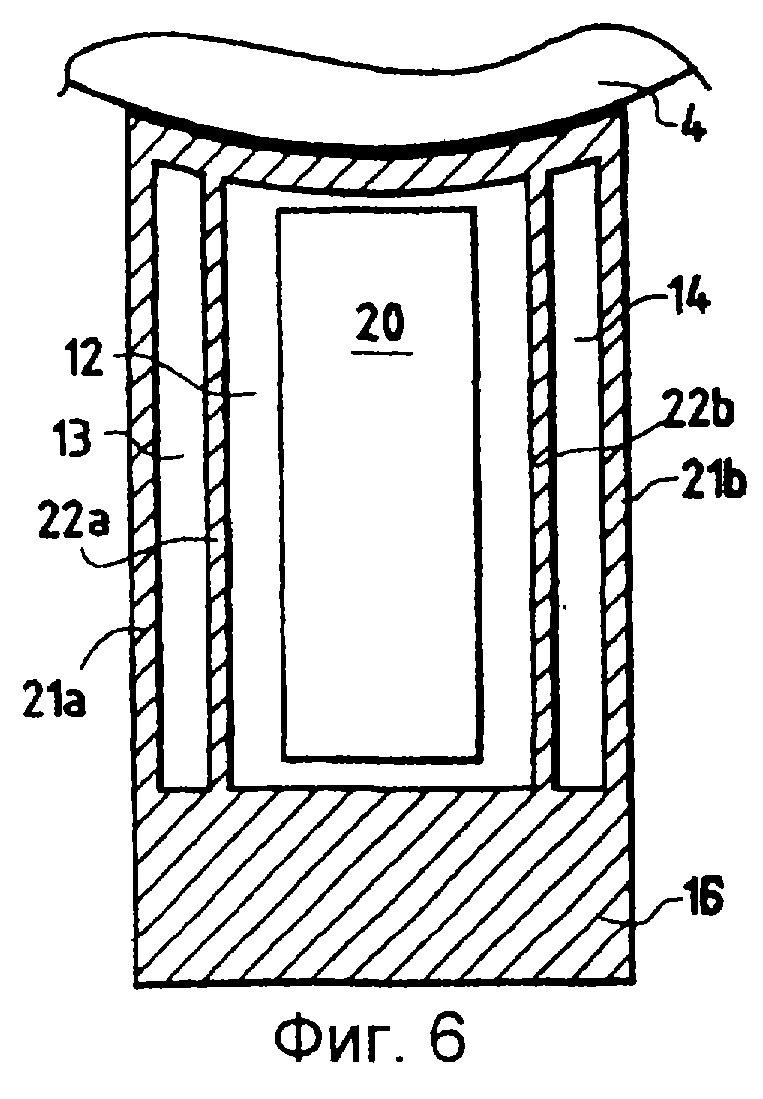
- фиг. 6 представляет собой
схематический вид в разрезе по линии VI-VI, показанной на фиг.4, при помощи
горизонтальной плоскости, пересекающей камеры и располагающейся ниже траектории движения лопаток в устройстве дробеструйной
обработки;
- фиг.7 представляет собой схематический вид, подобный
виду, показанному на фиг.2, и демонстрирующий в увеличенном масштабе устройство дробеструйной обработки и стержни для защиты
передних кромок и задних кромок лопастей, причем эти стержни смонтированы
неподвижным образом на камерах.
На приведенных чертежах позицией 1 обозначена технологическая установка для дробеструйной обработки лопастей 2, которые располагаются в радиальном направлении на периферийной части имеющего геометрическую ось х лопаточного колеса 3 газотурбинного двигателя. Это лопаточное колесо 3 может представлять собой, например, моноблочный лопаточный диск или колесо газотурбинного двигателя, оборудованное подвижными лопатками. Лопасти 2 этих лопаток также могут представлять собой детали, поверхности которых должны быть подвергнуты дробеструйной обработке и которые содержат средства, предназначенные для их удержания в радиальном направлении и равномерно отстоящими друг от друга в угловом направлении на периферийной части колеса 3, которое в данном случае выступает в роли опоры для деталей, подлежащих дробеструйной обработке.
Технологическая установка 1 для дробеструйной обработки содержит главным образом поворотный диск 4, смонтированный на валу 5, имеющем по существу вертикальную ось 6. Этот вал 5 может быть приведен во вращательное движение относительно его оси 6 при помощи приводных средств, например при помощи электрического двигателя, не показанного на чертежах. Лопаточное колесо 3 закреплено на поворотном диске 4 посредством так называемой детали фланцевания 7, взаимодействующей с резьбовым отверстием 7а на оси 6, выполненным в поворотном диске 4, таким образом, чтобы его ось х совпадала с осью 6 поворотного диска 4.
Предпочтительным образом, и как это можно видеть на фиг.2 и 3, первый кольцевой диск 8 вставлен между поворотным диском 4 и колесом 3, а второй кольцевой диск 9 вставлен между колесом и деталью фланцевания 7.
Эти кольцевые диски 8 и 9 содержат на своих периферийных концах радиальные стержни 8а и 9а соответственно, количество которых равно числу лопастей 2 колеса 3, равномерно распределенных вокруг оси х. Каждый такой стержень 8а и 9а воспроизводит форму задних кромок и передних кромок лопастей 2. Нижний кольцевой диск 8 размещен под колесом 3 таким образом, чтобы совокупность радиальных стержней 8а перекрывала нижние кромки лопастей 2. Верхний кольцевой диск 9 также установлен в угловом положении по отношению к колесу 3 таким образом, чтобы совокупность стержней 9а перекрывала верхние кромки лопастей 2. В процессе вращения поворотного диска 4 относительно его оси 6 колесо 3 и кольцевые диски 8 и 9 также вращаются относительно этой оси 6.
Диаметр поворотного диска 4 выбирается, в зависимости от используемого в данном случае лопаточного колеса 3, таким образом, чтобы лопасти 2 этого колеса выступали в радиальном направлении наружу по отношению к периферийной поверхности данного поворотного диска.
На фиг. 1-3 можно видеть, что технологическая установка 1 дополнительно содержит по существу неподвижную горизонтальную направляющую 10, жестко связанную с основанием опоры вала 5, продольная ось которой располагается перпендикулярно по отношению к оси 6 вала 5.
На этой направляющей 10 смонтировано с возможностью скольжения собственно устройство дробеструйной обработки 11. В процессе монтажа колеса 3 на поворотном диске 4 или в процессе его демонтажа устройство дробеструйной обработки 11 отводится от поворотного диска 4.
Устройство дробеструйной обработки 11 содержит главным образом центральную так называемую активную камеру 12, располагающуюся между двумя боковыми не являющимися активными камерами 13 и 14, предназначенными для сбора микрошариков 15, которые случайно могут выходить за пределы центральной камеры, и их возвращения в эту центральную камеру 12 так, как это будет пояснено в последующем изложении.
Эти камеры 12, 13 и 14 ограничены совместно жесткой периферийной стенкой 16, имеющей форму кругового сектора, внутренний диаметр которого по существу равен или немного превышает диаметр траектории движения концов лопастей 2 в процессе вращения колеса 3 относительно оси 6, нижней стенкой 17, имеющей форму лотка, который проходит между периферийной стенкой 16 и периферийной частью поворотного диска 4, и верхней стенкой 18, имеющей форму перевернутого лотка или купола, причем эта стенка проходит между периферийной стенкой 16 и периферийной частью верхнего кольцевого диска 9.
Нижняя стенка 17 располагается ниже траектории движения лопастей 2 в процессе вращения колеса 3, и верхняя стенка 18 располагается выше этой траектории движения. Нижняя вибрирующая поверхность 20 располагается в донной части лотка, образованного нижней стенкой 17, и вторая вибрирующая поверхность 21 располагается в верхней части перевернутого лотка или купола, образованного верхней стенкой 18.
Вертикальные и радиальные перегородки представляют отверстия, контур которых выполнен в соответствии с кольцевыми поверхностями, формируемыми стержнями 8а и 9а в процессе вращения колеса 3, и связывают стенки 17 и 18 с периферийной стенкой 16. Эти перегородки, выполненные в количестве четырех сверху и снизу от траектории движения лопастей 2, содержат, в частности, боковые концевые перегородки 21а, 21b, которые ограничивают в окружном направлении не являющиеся активными камеры 13 и 14, и промежуточные перегородки 22а, 22b, которые отделяют активную камеру 12 от боковых камер 13 и 14, которые не являются активными. Нижние промежуточные перегородки 22а, 22b представляют в окрестности нижней стенки 17 отверстия или щели 23, которые позволяют микрошарикам 15, проникшим в боковые не являющиеся активными камеры 13 и 14, вернуться к нижней вибрирующей поверхности 20 при помощи силы тяжести.
Таким образом, активная камера 12 ограничена в окружном направлении при помощи перегородок 22а и 22b и располагается между вибрирующими поверхностями 20 и 21 так, как это наглядно представлено на фиг.5.
Протяженность активной камеры 12 в окружном направлении выполнена такой, чтобы, по меньшей мере, три лопасти 2 могли быть размещены в этой активной камере 12.
Некоторое количество микрошариков 15 располагается в этой активной камере 12. В том случае, когда вибрирующие поверхности 20 и 21 источников ультразвуковых колебаний приводятся в действие, микрошарики 15, располагающиеся над нижней вибрирующей поверхностью 20, отбрасываются в направлении вверх, ударяются о поверхности лопастей 2, отскакивают от этих поверхностей и продолжают свое движение случайным или хаотичным образом. Некоторые из этих микрошариков 15 достигают в своем движении верхней вибрирующей поверхности 21, которая сообщает им новую порцию кинетической энергии. Эти микрошарики 15 снова ударяются о стенки лопаток 2 при их движении в направлении вниз. Само собой разумеется, что некоторые микрошарики 15 будут ударяться о промежуточные перегородки 22а и 22b, от которых они также будут отскакивать. Эти микрошарики 15 остаются в активной камере 12 и в конце концов снова падают на вибрирующую поверхность 20 после того, как они потеряют свою кинетическую энергию.
Вследствие перемещения лопастей 2 через отверстия, выполненные между верхними и нижними промежуточными перегородками 22а и 22b, некоторые микрошарики 15 проникают в боковые камеры 13 и 14 через пространство, отделяющее контуры перегородок 22а и 22b от ближайших стержней 8а и 9b. Эти микрошарики 15 быстро теряют свою кинетическую энергию в боковых камерах 13 и 14, после чего падают на нижнюю стенку 17, которая выполнена наклонной, и возвращаются на нижнюю вибрирующую поверхность 20 через щели 23, выполненные в зоне донной части нижних промежуточных перегородок 22а и 22b.
В процессе поворота колеса 3 на один оборот лопасти 2 подвергаются соударениям с микрошариками 15 на протяжении периода их прохождения через активную камеру 12.
Предпочтительным образом продолжительность прохождения лопастей через активную камеру является определенно меньшей, чем полная продолжительность дробеструйной обработки, необходимая для получения оптимальных результатов, и число оборотов, которое необходимо осуществить для получения оптимальных результатов, рассчитывается соответствующим образом. При этом минимальное число оборотов для получения оптимальных результатов в данном случае составляет три оборота. Это позволяет уменьшить деформацию лопастей, являющуюся следствием расхождений по времени между дробеструйной обработкой двух различных поверхностей лопаток в процессе их обработки. Действительно, в том случае, когда одна лопасть входит в активную камеру, ее поверхность, обращенная в сторону вращения, подвергается более интенсивной дробеструйной обработке, чем противоположная поверхность этой лопасти, вследствие того, что она лучше представлена для соударений с микрошариками, обладающими высокой кинетической энергией и приходящими непосредственно от источника ультразвуковых колебаний. Создание предварительного напряжения уплотнения для поверхности, обращенной в направлении вперед, оказывается, таким образом, более интенсивным, чем для поверхности, обращенной в противоположную сторону, что может привести к частичной пластической деформации лопасти в направлении назад. В том случае, когда данная лопасть выходит из камеры дробеструйной обработки, возникает явление, противоположное описанному выше, однако остаточная деформация лопасти при этом все же имеет место.
Осуществляя дробеструйную обработку лопастей не за один, а за N оборотов, получают возможность разделить на N частей временной промежуток между дробеструйной обработкой двух поверхностей лопастей, что по существу позволяет разделить на N частей величину результирующей остаточной деформации этих лопастей. При этом само по себе число оборотов N не является критическим. Число оборотов в количестве от трех до пяти рассматривается заявителем как вполне приемлемое для получения заслуживающего внимания результата.
Здесь следует отметить, что для уменьшения общего времени дробеструйной обработки можно оборудовать технологическую установку 1 несколькими устройствами дробеструйной обработки 11, идентичными тому устройству, которое было описано выше, и распределенными в угловом направлении относительно оси 6.
На фиг.7 схематически представлен вариант реализации системы защиты передних кромок и задних кромок лопастей 2. В этом варианте реализации кольцевые диски 8 и 9 не содержат комплектов радиальных стержней 8а, 9а. Здесь защитные стержни 30 и 31, выполненные фиксированными по отношению к устройству дробеструйной обработки 11, смонтированы в активной камере 12. Количество этих защитных стержней 30 и 31 равно числу лопастей 2, которые одновременно могут быть размещены в активной камере 12.
В данном случае в процессе осуществления операции дробеструйной обработки лопасти 2 фиксируются в неподвижном состоянии на протяжении некоторого периода времени в таком положении, когда их передние кромки и их задние кромки оказываются защищенными при помощи стержней 30 и 31. Затем эти лопасти смещаются на один шаг, равный угловому расстоянию между двумя последовательно расположенными лопастями 2.
В соответствии с предпочтительным способом реализации предлагаемого изобретения эти защитные стержни 30, 31 закреплены своими концами 32, 33 на наружной стенке 16 и закреплены другими своими концами на общей опоре 34, 35, которая служит уплотнительной прокладкой между ротором 3 и внутренними стенками, соответственно 17 и 18, причем это уплотнение обеспечивается в том случае, когда оставленные зазоры имеют величину, меньшую, чем диаметр используемых микрошариков.
Для того чтобы упростить введение ротора 3 в
камеры дробеструйной
обработки 12, 13 и 14, предпочтительным образом можно разделить наружную стенку 16 на две части 16а и 16b, отделенные друг от друга плоскостью стыка 36, располагающейся по
существу в плоскости
расположения ротора 3. При этом введение ротора 3 осуществляется в соответствии со следующим процессом:
- отведение друг от друга, вдоль траектории движения 37, верхних
образующих упомянутых
выше камер или отведение верхней части 16а от наружной стенки 16, от источника ультразвуковых колебаний 21 и от внутренней стенки 18,
- размещение ротора 3 вдоль
траектории его движения 38,
- приближение друг к другу тех же самых верхних образующих камер вдоль траектории движения 39, обратной по отношению к траектории 37, для того, чтобы снова закрыть
эти камеры на роторе и
обеспечить возможность выполнения дробеструйной обработки.
Это шаговое перемещение выполняется с достаточно большой скоростью, если дробеструйная обработка продолжается в процессе этого перемещения, для того, чтобы передние кромки и задние кромки лопастей подвергались менее частым соударениям с микрошариками в ходе этого перемещения. Можно также остановить действие источников ультразвуковых колебаний на период выполнения шагового перемещения лопастей 2.
Реферат
Изобретение может быть использовано для обработки, например, лопаток ротора газотурбинного двигателя. Лопатки располагают на колесе, приводимом во вращение вокруг вертикальной оси, и пропускают через облако микрошариков, формируемое и поддерживаемое вибрирующей поверхностью активной камеры, расположенной сбоку от колеса. Вибрирующую поверхность располагают ниже траектории движения лопаток. Возможно использование также второй вибрирующей поверхности, расположенной выше траектории движения лопаток. Изобретение позволяет обеспечить эффективную обработку деталей независимо от их длины. 2 с. и 10 з.п. ф-лы, 7 ил.

Комментарии