
Описание
Стационарный компактный вибропресс серии УЛЬТРА создан для производства мелкоштучной бетонной продукции методом полусухого вибропрессования: стеновой камень, тротуарная плитка, садовый бордюр, кирпич и прочее.
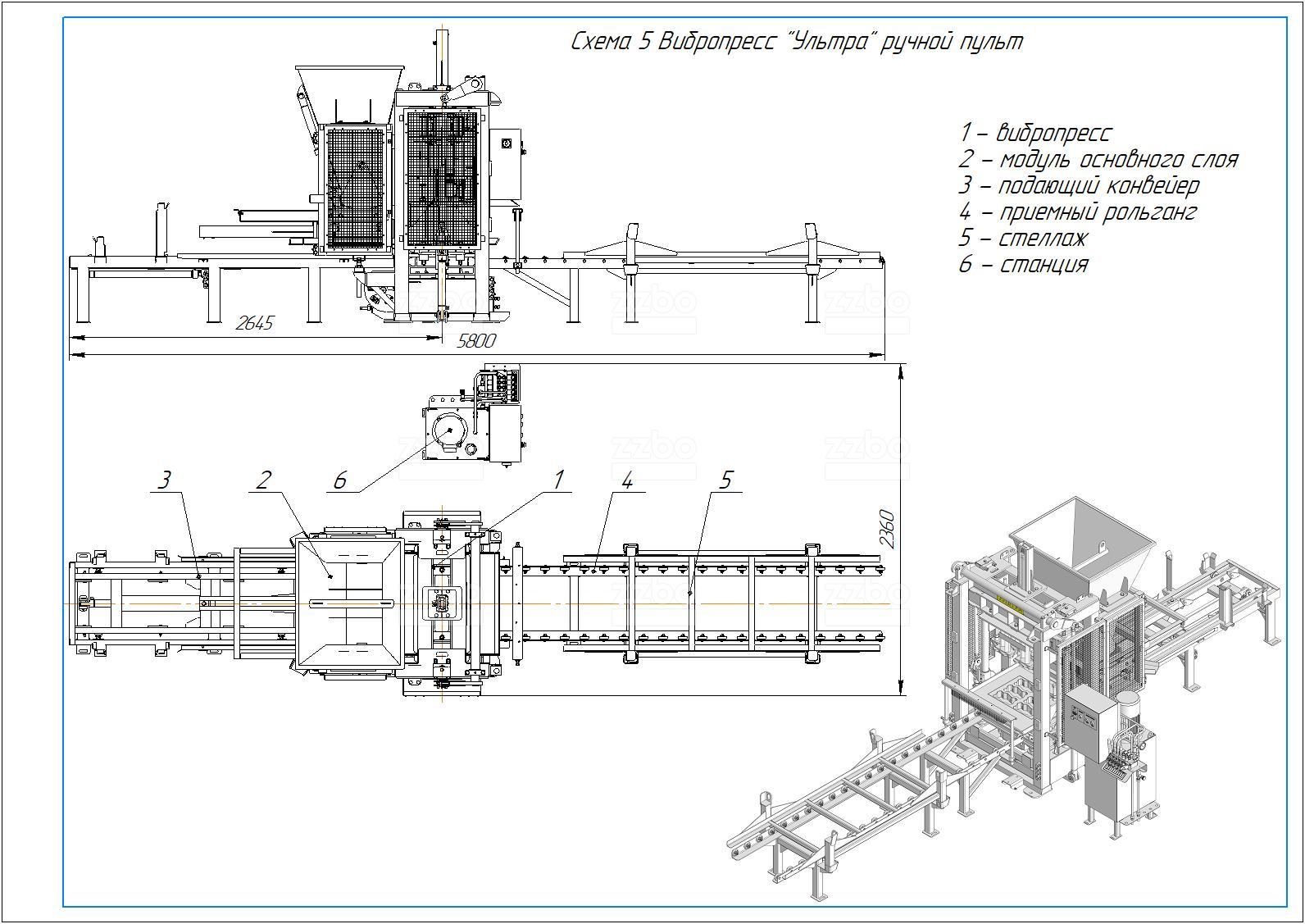
Данная модель вибропресса серии УЛЬТРА снабжена: модулем подачи бетонной смеси в матрицу, модулем автоматической подачи поддонов, приемным рольгангом и стелладом на 5 поддонов. Ручной труд минимизирован.
К эксплуатации оборудования допускаются лица, прошедшие обучение на право работы, технического обслуживания и ремонта, знакомые с правилами техники безопасности. Исходным материалом для приготовления смеси служат заполнитель, вяжущее и вода. В качестве заполнителя могут использоваться песок, отсевы щебеночного производства, керамзит, шлаки, золы, опилки и любые другие сыпучие материалы, способные после смешивания с вяжущим приобретать и сохранять заданную форму. В качестве вяжущего применяется цемент.
При использовании смеси на основе цемента, готовые изделия подвергаются вылеживанию от 1-х (при температуре +15⁰…+45⁰ С) до 2-х (при температуре +5⁰…+10⁰ С) суток, после чего они приобретают прочность, достаточную для складирования и транспортировки. 100% прочности изделия приобретают через 28 суток при температуре вылеживания 20⁰ С.
При наличии у потребителя камеры термо-влажностной обработки (ТВО) изделия могут подвергаться тепловой обработке в течение 6…8 часов при температуре не менее + 50⁰…75⁰ C. и влажности 80%. В этом случае после остывания и высыхания они приобретают 60…80% марочной прочности.
Переход на выпуск другого вида продукции за час — путем смены пуансон-матрицы.
В процессе работы изделия выпрессовываются из формообразующей оснастки вибропресса на технологические поддоны. Поддоны предназначены для вылеживания отформованных сырых изделий в процессе их естественного твердения или пропаривания.
Работа вибропресса УЛЬТРА начинается с загрузки технологических поддонов в приемный магазин, емкость магазина поддонов 10 штук.Далее наполняем бункер вибропресса готовой бетонной смесью, бункер увеличенного объема 0,4 куб. метра. Конвейером подаем поддоны на вибростол, мощностью 5,5 кВт с частотным преобразователем «Schneider Electric». Загрузочным ящиком с пассивным ворошителем наполняем бетонной смесью матрицу. Далее опускается пуансон и происходит процесс вибропрессования. После этого отформованные изделия конвейером подачи поддонов подаются на приемный рольганг и в стеллаж.
Цикл формовки изделий повторяется.
Особенности установки
- Привлекательная цена
- Производительность до 240 блоков в час
- Широкая номенклатура выпускаемых изделий
- Вибростол мощностью 5,5 кВт с частотным преобразователем «Schneider Electric»
- Размер формовочной зоны 600х400
- Автоматическая подача поддонов
- Автоматическая подача смеси в матрицу
- Дробеструйная обработка перед покраской до степени Sa 2 1/2 по ГОСТ Р ИСО 8501-1-2014
- Антикоррозионная защита выполнена двухкомпонентной грунт-эмалью на основе полиуретан-акриловой смолы производства Lankwitzer (Германия) в окрасочно-сушильной камере ATIS
- Гарантия 2 года
Характеристики установки
- Производительность по стеновым камням 390х190х188, шт за час240
- Производительность по тротуарной плитке 100х200, шт\час800
- Размер формовочной зоны, мм х мм400 х 600
- Высота формовочной зоны, мм50...200
- Цикл формовки30...50
- Мощность вибростола, кВт5,5
- Общая установленная мощность, кВт9,5
- Частота колебаний вибростола, Гц45...85
- Давление в гидросистеме, мПа6...12
- Количество формовок за час, шт.80…120
- Напряжение питания, В\Гц380\50
- Загрузка матрицыЗагрузочный ящик с пассивным ворошителем, привод гидравлический
- Подача поддоновМагазином поддонов, привод гидравлический
- Режим работыполуавтоматический
- Высота, мм2100
- Ширина, мм2200
- Длина, мм5770
- Масса не более, кг1950

Похожие товары
Рекомендации
Подождите, вам будет интересно