


Описание
| Размеры графитовых тиглей | ||||||
| Индукционная печь | УПИ-60, К70 | УПИ-120, К140, ЛК140 | К240, ЛК240 | К240, ЛК240 | 380 | 700 |
| Размер | Тигель-70 | Тигель-140 | Тигель-230 | Тигель-240 | Тигель-380 | Тигель-700 |
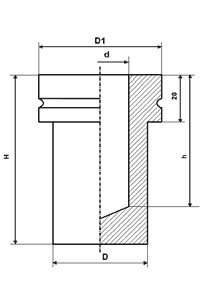
| H - высота тигля,мм h - глубина,мм D - внешний диаметр,мм d - внутренний диаметр,мм D1 - диаметр верхушки,мм V0 - полная емкость тигля, куб. см Vm - ёмкость под металл, куб. см |
90 70 54 38 64 82 70 |
120 110 60 44 70 157 140 |
110 90 80 60 - 256 230 |
120 100 80 60 98 281 240 |
110 90 100 80 - 433 380 |
200 183 100 76 - 802 700 |
* некоторые размеры тиглей могут быть скорректированы при условии сохранения технических параметров.
| Максимальный вес сплавляемого металла (сплава) в графитовом тигле. | |||||
| Металл (сплав) | Тигель-70 | Тигель-140 | Тигель-230(240) | Тигель-380 | Тигель-700 |
| Cu(медь),г Ag(серебро),г Au(золото),г 585°(585 проба),г |
580 700 1 250 900 |
1 160 1 400 2 500 1 800 |
2 000 2 400 4 400 3 000 |
3 300 3 800 7 000 5 000 |
5 800 7 000 12 500 9 000 |
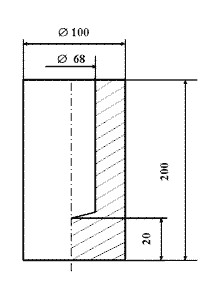
Рекомендации по изготовлению графитовых тиглей.
• Для каждой индукционной печи соответствует свой размер графитового тигля, поскольку геометрические размеры тигля - диаметр, высота и материал тигля, а также расположение тигля в индукторе определяют характер нагрузки индукционной установки и влияют на режим работы установкии и количество передаваемой мощности в графитовый тигель.
• Для наших индукционных печей рекомендуется использовать графитовые тигли в соответствии с чертежем представленным в эксплуатационной документации.
• Особенно на развиваемую мощность индукционной печи, влияет наружний диаметр тигля D, высота Н и расположение тигля по высоте в индукторе. Тигли должны изготавливаться по указанным размерам, не должны иметь трещин, сколов. Учтите, электродный графит менее стоек к обгоранию, чем графит марки ГМ или МПГ.
Рекомендации по эксплуатации графитовых тиглей.
Графит хоть и обладают стойкостью к термоударам и прочнее керамики - материал достаточно хрупкий, который при ударной нагрузке раскалывается. Графитовые тигли требуют осторожного обращения.
• Металл в тигель желательно помещать, после нагрева тигля до темно-красного цвета. Для загрузки сыпучих материалов и гранул рекомендуем использовать совок из нержавеющей стали с длинной ручкой, для загрузки кусков металла и слитков - использовать пинцет.
• Для уменьшения обгорания тигля, его можно "оббурить", то есть, покрыть расплавленной бурой(борной кислотой), однако нужно быть осторожным, бура разрушает футеровку и кварцевые палочки. При работе, желательно не оставлять разогретый тигель открытым, для уменьшения потока воздуха, ускоряющего обгорание тигля.
• При подаче наддува аргона через теплоизоляционную крышку в зону плавки на зеркало расплава, срок службы тигля существенно увеличивается.
• При необходимости, после плавки, когда тигель остынет, его очищают от остатков металла плоской металлической пластиной, не имеющей острых краев.

Похожие товары
Рекомендации
Подождите, вам будет интересно
Цена
500.00 ₽ / единица