
Описание
Агрегат СНЦА 6.9.6/7 предназначен для термической обработки партий металлических изделий такими режимами как:
- закалка с нагревом в защитной атмосфере,
- отжига с ускоренным охлаждением в защитной атмосфере,
- цементации,
- нитроцементации,
- высокого и инзкого отпуска.
Агрегат реализует автоматизированное выполнение всех этапов технологии закалки, отжига, цементации, нитроцементации и отпуска, мойки и перегрузки.
Конструкция на базе камерных печей позволяет создать максимально гибкую производственную систему термического участка и производить в полуавтоматическом режиме качественную термическую обработку как изделий, изготавливаемых крупносерийно, так и единичных изделий в едином производственном цикле.
Реализуемые процессы:
- Безокислительная закалка
- Цементация
- Нитроцементация
- Отпуск
- Светлый отжиг
Состав агрегата:
- Универсальная камерная печь СНЦ 6.9.6/9,5 с встроенным закалочным баком, элеватором и форкамерой (1 шт.)
- Промывочно-сушильная машина ПМ 6.9.6/0,9 (1шт.)
- Электропечь отпускная СНЗ 6.9.6/7М (1шт.)
- Генератор эндогаза НКЭ-30 (1шт.)
- Генератор азота (1шт.)
- Загрузочная тележка (1шт.)
- Загрузочно-разгрузочный стол (1шт.)
- Комплект подднов (1 компл.)
Технические характеристики агрегата
|
Наименование параметра |
Величина |
||||
|
Составные части агрегата |
|||||
|
Электропечь |
Электропечь |
Промывочно-сушильная машина ПМ 6.9.9/0,9 |
Эндогенератор НКЭ - 30 |
Загрузочная тележка |
|
|
Установленная мощность, |
153 |
40 |
31 |
21 |
10 |
|
Рабочая температура, С |
950 |
700 |
90 |
1040 |
- |
|
Расход |
30 |
4 |
- |
30 |
- |
|
Объем масла, |
3,8 |
- |
- |
- |
- |
|
Произв-ть кг/час |
500 |
250 |
- |
- |
- |
|
Размеры |
600х900 |
600х900 |
600х900 |
- |
- |
|
Размеры |
610х910х610 |
610х910х610 |
610х910х610 |
- |
|
Универсальная печь с закалочной ванной
Универсальная камерная печь со встроенной закалочной ванной предназначена для термической и химико-термической обработки. Печь позволяет проводить безокислительную закалку, цементацию, нитроцементацию, светлый отжиг.
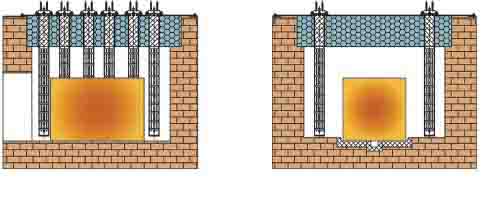
Печь состоит из газоплотного корпуса, встроенной закалочной ванны, камеры нагрева, камеры перегрузки (форкамеры) и камеры ускоренного охлаждения.
Благодаря газоплотному корпусу и пламенной завесе садка,на протяжении всего процесса закалки, включая операции перегрузки в закалочную ванну или в камеру ускоренного охлаждения, находится в контролируемой атмосфере, благодаря чему отсутствует окисление обрабатываемых деталей.
Лифт, перемещающий садку, имеет две площадки, что позволяет одновременно обрабатывать несколько садок, увеличивая производительность печи.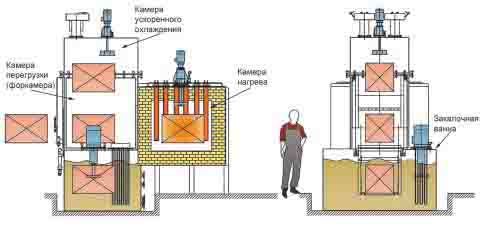
Структурная схема универсальной печи СНЦ 6.9.6/9,5
Ускоренное охлаждение в защитной атмосфере происходит с помощью мощного центробежного вентилятора установленного под сводом и создающим направленный поток обдуваемый садку.
Встроенная закалочная ванна оборудована узлами подогрева и охлаждения закалочной жидкости. При закалке в масло садка на нижней площадке лифта опускается в направленный ламинарный поток масла, создаваемый мешалкой и направляющими в ванне, что обеспечивает на деталях максимальную равномерность и качество закалки.
Нагревательная система СНЦ
Камера нагрева футерована высокоэффективными современными футеровочными материалами. Внутренний слой футеровки пода печи выполнен из огнеупорного легковесного кирпича, а на внешнем слое установлены маты из керамического волокна, которые обеспечивают дополнительную теплоизоляцию. Для защиты от механического истирания поверхность пода защищена ребристыми пластинами из карбида кремния.
Футеровка свода печи выполнена из модулей керамического волокна производства Unifrax.
Нагреватели Tubothal выполнены выемными, для обеспечения возможности быстрой замены.
Нагреватели в печи расположены по боковым стенам печи, обеспечивая равномерный двухсторонний нагрев садки. Нагреватели представляют собой трубы из сплава Kanthal APM, расположенные в трубах из жаропрочного сплава, для защиты от науглероживающего действия атмосферы.
Для обеспечения высокой равномерности температуры и состава атмосферы под сводом печи
установлен вентилятор из жаропрочной стали.
Перемещение деталей из форкамеры в рабочее пространство печи и обратно осуществляется специализированным цепным таскателем-толкателем. Перемещение таскателя-толкателя происходит в специальом пазу в поду печи. В нерабочем положении он убирается в заднюю стенку печи.
Для создания контролируемой атмосферы в печь встроен специальный компактный генератор печной атмосферы, обеспечивающий за счет применения катализатора «Оксикан-Гамма» атмосферу эндогазового состава без применения специализированных генераторов.
Углеродный потенциал атмосферы печи непрерывно измеряется и автоматически регулируется путем изменения состава атмосферы печи. Процесс цементации, реализуемый в печи, качественно и выгодно отличается от существующих аналогов за счет применения катализатора и полностью автоматического регулирования процесса (технология каталитической газовой цементации - высокая скорость насыщения и превосходное качество цементованного слоя).
Технические характеристики печи СНЦ
|
Модель |
Полезные размеры нагревательной камеры, |
Диапазон рабочих температур, С |
Масса садки, брутто, |
Установленная мощность, |
|
СНЦ 6.9.6/9,5 |
910-610-610 |
750-950 |
600 |
90 |
Система управления температурным режимом имеет двойное управление: с панельного компьютера и с кнопок управления агрегатом. Панельный компьютер служит для обеспечения визуального контроля и управления, отслеживает работу контроллера и архивирует данные мониторинга датчиков. Управление осуществляется нажатием пиктограмм на дисплее панельного компьютера и подтверждением включения/выключения выбранного устройства, либо запуском макрокоманды.
Промывочно-сушильная машина ПМ 6.9.6/0,9
Конструктивно машина выполнена в сварном каркасе из металлического профиля.
Бак для промывочной жидкости, трубопроводы, транспортер и внешнее ограждение выполнены из нержавеющей стали.
Для снижения затрат энергии на подогрев промывочной жидкости корпус бака изолирован теплоизоляционным волокном.
Для обеспечения операций загрузки и выгрузки в рабочем пространстве машины выполнены неприводные ролики, для перемещения корзин.
Заслонка промывочной машины поднимается вверх с помощью электропривода. Привод подъема двери и управляется по команде с пульта, расположенного на тележке.
Система распыления промывочной жидкости выполнена с форсунками из нержавеющей стали. Нагрев моющего раствора осуществляется трубчатыми электронагревателями (ТЭНами).
Система циркуляции жидкости
Для подачи моющего раствора в разбрызгиватели для промывки деталей используется насосная установка, подающая в разбрызгиватели жидкость из бака. Трубопроводы подачи промывочной жидкости оборудованы патронными фильтрами.
Для поддержания оптимального уровня жидкости бак c промывочной жидкостью оборудован:
- датчиками минимального и максимального уровня.
- электрически управляемым клапаном заполнения проточной водой из центральной водопроводной сети, срабатывающим при снижении уровня ниже оптимального.
Удаление паров промывочной жидкости осуществляется с помощью установленного на промывочной машине воздухозаборника, подключаемого к системе цеховой вентиляции.
Удаление масла
Для удаления масла с поверхности моющего раствора бак оснащен специальным устройством аспирации, использующим для работы повышенное поверхностное натяжение масла по сравнению с моющей жидкостью. Устройство может работать как в постоянном режиме, так и эпизодическом.
Электропечь отпуска СНЗ 6.9.6/7М
Печь СНЗ 6.9.6/7М предназначена для термической обработки партий металлических изделий (отпуск) в защитной атмосфере азота до температуры 700 ºС.
Электропечь представляет собой рабочую камеру, которая расположена в герметичном сварном каркасе из металлических профилей и оснащена высокоэффективной теплоизоляцией.
Внутренний слой футеровки стен и пода печи выполнен из огнеупорного легковесного кирпича, а на внешнем слое установлены маты из теплоизоляционного волокна, которые обеспечивают дополнительную теплоизоляцию.
Футеровка свода печи выполнена из волокнистых призмоблоков.
Нагреватели спирального типа, из проволоки GS-Y (суперфехраль) расположены по боковым стенам печи.
Для обеспечения высокой равномерности температуры в печи установлен перемешивающий вентилятор с крыльчаткой из нержавеющей стали и металлические экраны, образующие систему принудительной циркуляции нагретой атмосферы печи через рабочее пространство. Конструкция вентилятора не требует специального охлаждения.
Дверь печи поднимается вверх с помощью электропривода. Привод подъема двери и уплотнения управляется по команде с пульта, расположенного на тележке. Для обеспечения операций загрузки и выгрузки на поду печи выполнены неприводные ролики, облегчающие перемещение корзин.
Генератор Эндогаза
 |
Эндогенератор состоит из следующих узлов:
|
Загрузочная тележка
Загрузочная тележка осуществляет выгрузку, загрузку и перемещение поддонов с изделиями как в рабочее пространство компонентов агрегата, так и между компонентами агрегата. Перемещение тележки между узлами агрегатов осуществляется по рельсовому пути, уложенному перед загрузочными проемами составляющих агрегата.
Загрузка поддона с рабочего стола тележки в рабочее пространство компонентов агрегата и обратно осуществляется с помощью специального механизма, осуществляющего захват поддона и перемещение по роликовым столам тележки и печей.
Управление работой тележки осуществляется по кнопкам с панели управления, расположенной на тележке. Для ручного управления непосредственно с панели тележки на тележке выполнена площадка для оператора. Перемещение тележки по рельсовым путям и перемещение поддона с изделиями производится с помощью электроприводов.
Система управления
Назначение: реализация автоматизированного управления компонентами агрегата (Система управления реализована на базе PLC).
Система управления регулирует:
- температуру печей на основании данных с термопар, установленных в печи;
- подачу технологических газов в рабочее пространство высокотемпературной печи в зависимости от параметров технологического процесса;
- включение и выключение вентиляторов охлаждения, мешалок, пламенной завесы;
- температуру закалочной и промывочной жидкостей на основании данных термосопротивлений, установленных в соответствующих баках;
- перемещение корзины с обрабатываемыми деталями в агрегате СНЦ 6.9.6/9,5;
- углеродный потенциал в печи.
Система управления обеспечивает сигнализацию:
- падения уровня закалочной жидкости
- превышения максимальной температуры в печах
- превышения или недопустимого снижения уровня моющей жидкости
- срабатывания блокировок движения механизмов
Система управления обеспечивает регистрацию:
- температуры
- углеродного потенциала
- сообщений об ошибках и неисправностях
- характеристик садки
Система управления обеспечивает индикацию на экране промышленного контроллера:
- состояния узлов и элементов агрегата
- расходов технологических газов
- измеряемых температур
- графиков изменения углеродного потенциала и температур

Похожие товары
Рекомендации
Подождите, вам будет интересно
Договорная цена