
Описание
Пневмотранспорт для транспортировки сыпучих материалов
Пневмотранспортные установки представляют собой комплекс устройств, обеспечивающих перемещение сыпучих материалов (пылевидных, порошкообразных, зернистых, измельченных и т.д.) или специальных транспортных средств (капсул, контейнеров с сырьем, готовой продукцией и т.д.) с помощью сжатого воздуха или разряженного газа.
Пневмотранспорт является одним из прогрессивных способов механизации и автоматизации перемещения насыпных грузов. Этот вид транспорта нашел применение практически во всех отраслях народного хозяйства. Пневмотранспорт широко используют для перемещения сыпучих материалов в связи с их значительной производительностью и большим радиусом действия в самых стесненных производственных условиях, т. е. использованием площадей, непригодных для других способов транспортировки, экономией производственной площади, полным отсутствием остатков и потерь перемещаемого продукта в линиях, высокими санитарно-гигиеническими условиями его транспортирования; исключением нарушений технологических и гигиенических режимов воздушной среды в производственных помещениях в связи с отсутствием пыления; легкостью монтажа, сокращением рабочего персонала и упрощением обслуживания; гибкостью в эксплуатации и возможностью полной автоматизации управления.
При величине гранул перемещаемого материала до 10 мм пневмотранспорт по сравнению с другими транспортными системами почти во всех случаях предпочтительнее.
К недостаткам, которые имеет пневмотранспорт, относят сравнительно высокий удельный расход электроэнергии на единицу массы транспортируемого продукта, сложность изготовления и эксплуатации оборудования для очистки транспортирующего и отработанного воздуха, значительный износ материалопроводов и измельчение транспортируемого продукта. Однако правильный выбор способа и оборудования для пневмотранспортирования данного продукта позволяет частично или полностью их устранить.
В пищевой промышленности пневматический транспорт нашел широкое применение для перемещения сырья, полуфабрикатов, готовой продукции и отходов в виде мелкоштучных, зернистых, пылевидных и волокнистых материалов:
- в пивоваренной и спиртовой промышленности для зерна, солода и несоложеных материалов, кормовых дрожжей, сухой барды;
- в крахмалопаточной промышленности для крахмала, глютеновой и жмыховой муки;
- в кондитерской промышленности для муки, сахара (сахарной пудры), бобов какао и продуктов их переработки;
- в сахарной промышленности для жома (на отечественных заводах) и кизельгура, сахара, костеугольной крупки, извести (на зарубежных предприятиях);
- в мукомольной, макаронной и хлебопекарной промышленности для транспорта зерна, круп, муки, вермишели, лапши, рожков;
- в консервной и концентратной промышленности для сухого молока, муки, крупяных отваров, сахара и манной крупы;
- в чайной и табачной промышленности для чая и табака;
- в масложировой промышленности для семян масличных культур и шрота из них;
- в парфюмерно-косметической промышленности для мыльной стружки, мела и зубного порошка;
Однако темпы внедрения пневматического транспорта в пищевую промышленность отстают от темпов его развития и внедрения в другие отрасли народного хозяйства. Это вызвано в основном отсутствием достаточного количества опубликованных методик и норм проектирования пневмотранспортных установок, а также обобщенных сведений об опыте промышленной эксплуатации таких установок. В результате проектные решения нередко принимают, не имея достаточно полных сведений о реальной возможности пневмотранспортирования данного продукта, что создает впоследствии трудности при наладке работы запроектированных установок, а в отдельных случаях становится невозможным вывести их на заданные рабочие режимы. Именно поэтому на ряде предприятий демонтируют существующие пневмотранспортные установки и отказываются от монтажа новых, ошибочно ссылаясь на нецелесообразность перемещения пневматическим способом материалов, для которых были предназначены эти установки.
Основными параметрами, характеризующими пневмотранспортную систему, являются производительность по твердой фазе, длина трассы и высота подъема, концентрация транспортируемого материала, массовый коэффициент взвеси, величина избыточного давления в начале трассы (для установок нагнетающего действия) и остаточного давления (разрежения) в конце трассы (для установок всасывающего действия)
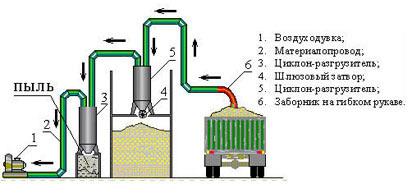
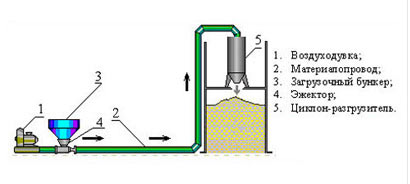
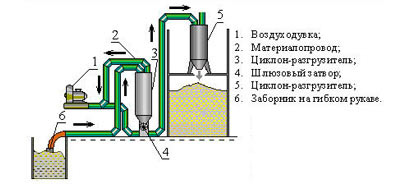
По способу создания воздушного потока и условиям движения его в трубопроводе вместе с материалом пневмотранспортные установки подразделяются на всасывающие, нагнетающие и комбинированные (всасывающе-нагнетающие).
Всасывающая пневмотранспортная установка.
Нагнетательная пневмотранспортная установка.
Комбинированная пневмотранспортная установка.
В зависимости от разряжения в конце транспортной системы всасывающие установки подразделяют на установки с низким остаточным давлением (до 0,01 МПа), средним (до 0,03 МПа) и высоким (до 0,09 МПа). Однако практически всасывающие установки работают при остаточном давлении не превышающем 0,05 МПа. Повышение остаточного давления уменьшает плотность воздушного потока, снижает его несущую способность и увеличивает расход воздуха. Относительно больших значений массового коэффициента взвеси m во всасывающих установках можно достичь только при очень малой протяженности транспортирования, поэтому для перемещения материала потоком средней и высокой концентрации на значительные расстояния необходимо применять только нагнетающие установки.
Нагнетающие установки различают по величине давления в начале транспортной сети: установки низкого давления (до 0,11 МПа), установки среднего (до 0,2 МПа) и высокого (до 0,9 МПа) давления.
Требуемое начальное давление в нагнетающих установках или разряжение в установках всасывающего типа зависят от расчетного значения потерь давления в пневмотранспортной установке, которые в свою очередь определяются концентрацией твердой фазы в аэросмеси, дальностью транспортирования, производительностью установки и принципом работы пневмосистемы (аэрогравитационный способ транспортирования или способ перемещения отдельных частиц в потоке воздуха).
Нагнетательные установки удобны тогда, когда материал из одного пункта перемещается в несколько приемных пунктов.
Всасывающие установки удобны тем, что они работают без пылевыделения и способны забирать сыпучий материал из нескольких пунктов и передавать его в единый сборник-накопитель. В них используется вакуум (40-90 кПа). Всасывающе-нагнетательные установки сочетают основные преимущества нагнетательных и всасывающих установок. В них используются заборные устройства всасывающего типа, работающие без пылевыделения, а в наиболее протяженном трубопроводе материал переносится под давлением при довольно высоких концентрациях. В небольших установках обе ветви (всасывающая и нагнетающая) могут работать от одной воздуходувной машины.
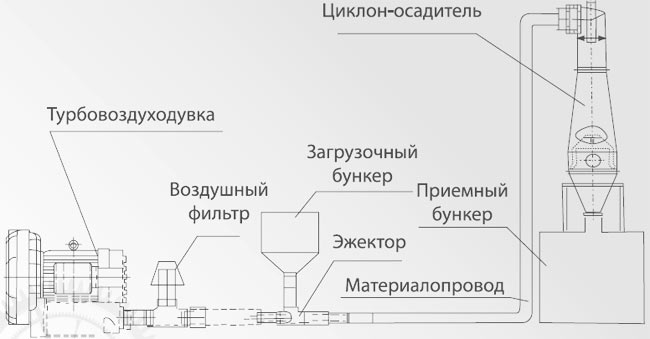
Каждая пневмотранспортная установка включает в себя следующие основные узлы: питатель - устройство для ввода материала или аэросмеси в трубопроводы, системы воздухопроводов и материалопроводов, разгрузители с фильтром для воздуха, воздуходувную машину и приемник материала.
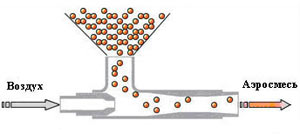
Питатели. Конструкции питателей нагнетающих и всасывающих пневматических установок различны, так же как различны способы и принципы создания воздушного потока в таких установках. Питатель всасывающей установки выполняет функцию загрузочного устройства для подачи материала в движущуюся струю воздуха, а питатель нагнетающей установки предназначен для создания аэросмеси надлежащей концентрации. Загрузочные устройства для всасывающих установок делятся на две группы: всасывающие сопла и питатели тройники.
Питатели нагнетающих пневмотранспортных установок имеют более разнообразные конструкции. Эжекторные, рукавные питатели, шлюзовые и шахтные затворы применяют в установках низкого давления; шлюзовые питатели - в установках среднего давления, камерные пневмонасосы и винтовые (шнековые) питатели - в установках высокого давления. Винтовые питатели используются так же в установках среднего давления.
Разгрузочные устройства. Эти устройства предназначены для выделения материала и пыли из пневмопотока и направления его для дальнейшего транспортирования или переработки. В связи с тем, что во всасывающих установках разгрузочное устройство находится под разряжением, затворы и клапаны к нему должны быть герметичными. В нагнетающих установках особой герметизации разгрузочных устройств не требуется, в системах высоконапорного транспортирования материалов, особенно при транспортировании сплошным потоком, где расход воздуха весьма незначителен при подаче материала в бункеры (силосы) большой емкости разгрузители могут отсутствовать: удаление воздуха производится через фильтровальные окна.
Материалопроводы. Надежность и эффективность работы пневмотранспортной установки в значительной мере зависит от правильного выбора материалопроводов. Первостепенную роль играет материал, из которого они изготовлены, их диаметр, качество выполнения соединения между отдельными участками трубопроводов и т.д.
Материалопроводы должны быть герметичны, износоустойчивы, иметь по возможности максимально гладкую внутреннюю поверхность для обеспечения минимального сопротивления движению аэросмеси. Как показала эксплуатация пневмосистем, нарушению нормального режима, возникновению вихрей и образованию завалов в трубах способствуют дефекты в местах соединения материалопроводов - смещения кромок труб в местах стыка, неплотности либо наплывы на внутренней стороне.
В пневмотранспортных установках низкого давления материалопроводы, как и воздуховоды систем аспирации, изготавливают из тонколистовой черной, оцинкованной и нержавеющей стали и дюраля или из тонкостенных труб; в установках среднего и высокого давления используют в основном остальные бесшовные трубы. Возможно применение материалопроводов из винипласта и полиэтилена, органического и неорганического стекла, но надо иметь в виду, что использование неметаллических материалов влечет за собой конструктивное усложнение системы в целом: при перемещении по ним аэросмеси возникают значительные по величине электрические заряды, и поэтому требуется специальная сложная система заземления.
Воздуходувные машины. В пневмотранспортных установках применяют разнообразные воздуходувные машины - от центробежных вентиляторов до двухступенчатых поршневых компрессоров. Выбор того или иного типа воздуходувной машины зависит от количества транспортирующего и требуемого по гидравлическому расчету давления:
- для всасывающих установок целесообразно применять:
- с низким вакуумом - центробежные вентиляторы;
- со средним вакуумом - воздуходувки;
- с высоким - водокольцевые вакуум-насосы;
- для нагнетающих установок следует устанавливать:
- с низким давлением - центробежные вентиляторы или воздуходувки;
- со средним давлением - воздуходувки или вакуум-насосы;
- с высоким давлением - компрессоры;
Окончательно тип и серию воздуходувной машины выбирают, сопоставляя рабочие характеристики этих машин с характеристиками сети при оптимальных для этой транспортной системы параметрах работы машины. Рабочие характеристики воздуходувных машин приводятся в специальных каталогах серийно выпускаемого воздуходувного оборудования.
Общие задачи проектирования и расчета систем пневматического транспорта
Исходными данными для проектирования и расчета являются:
- химико-механическая и аэродинамическая характеристики транспортируемого материла;
- технологические требования к продукту на конечном участке транспорта, товарный вид, допускаемая степень измельчения и т.д.;
- технологические требования к режиму транспортирования: непрерывность или периодичность подачи материала;
- условия загрузки материала в питатель установки из стационарного (силос) или передвижной (вагон, судно, резервуар на автоприцепе) емкости или через специальный дозатор с контролем объема или массы материала;
- требуемая производительность установки и место загрузки и выдачи материала;
Расчетную производительность принимают обычно больше той, которая обусловлена заданием, так как учитывается перспективы увеличения мощности и аварийные случаи (вводится коэффициент 1,1 - 1,2), а также неравномерность процесса перемещения материла по времени по интенсивности (в зависимости от интенсивности технологического процесса и местных условий коэффициент составляет 1,05 - 1,3. При отсутствии специальных зданий по этим вопросам расчетная производительность установки может быть принята с ориентировочным коэффициентом 1,5.
Эжектор предназначен для перекачки сыпучих материалов в системах пневмотранспорта, с помощью сжатого воздуха или другого инертного газа.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
|
Модель эжектора |
Производительность по материалу |
Производительность требуемая по воздуху |
Давление требуемое по воздуху |
||
|---|---|---|---|---|---|
|
кг/час |
мЗ/час |
мбар |
|||
|
СVA 1" 1/2 |
136 |
84 |
276 |
||
|
СVA 2" |
450 |
168 |
276 |
||
|
СVA 2" 1/2 |
1130 |
252 |
276 |
||
|
СVA 3" |
1360 |
420 |
276 |
||
|
СVA 4" |
2720 |
672 |
276 |
||
|
СVA 5" |
4545 |
1050 |
276 |
||
|
СVA 6" |
9090 |
1512 |
276 |
||
|
* в таблице приведены приблизительные значения основных параметров элементов пневмотранспортных систем |
|||||

Похожие товары
Рекомендации
Подождите, вам будет интересно
Договорная цена
+7812...Показать
CB9vGggfFRUcHwgfFB4eHAAaHQAcHA==